ウェハの反り測定におけるポイント
概要説明
ウェハの検査・測定においては、様々な測定項目に対しての検査が求められます。本ページでは、ウェハの反りに関する基礎知識からその測定方法ならびに、当社が提供した装置による測定結果についてご紹介をいたします。
1.ウェハの反り測定とは?
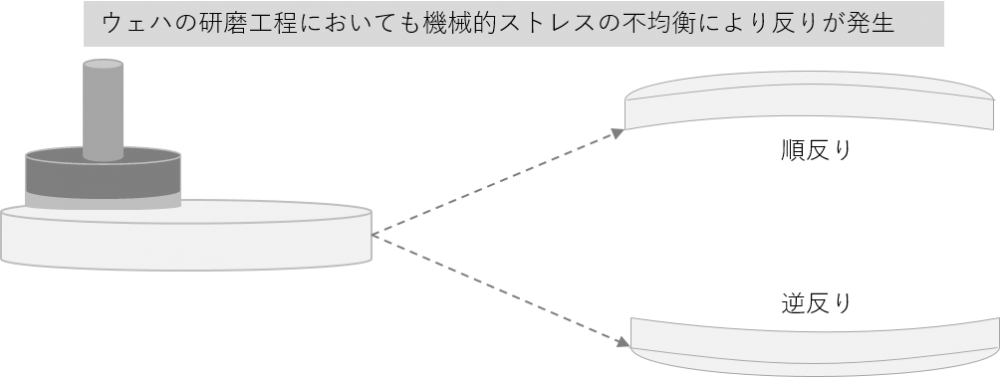
ウェハの不良の原因の一つに、ウェハの反りが挙げられます。このウェハの反りがなぜ発生するのかというと、ウェハの様々な工程において、機械的応力(ストレス)が発生し、ウェハ表裏面のストレスが不均衡となった結果発生します。
例えば、イラストにある研磨工程における機械的応力もその一つです。ウェハ表面を研磨する中で、その加工面への応力が強くなるため、その結果、力を与えていた面が膨らむような凸形状の反りが発生する場合があります。これを順反りと呼びます。反対に凹形状となっている場合には、逆反りと呼びます。この反りの発生は、加工中のバキュームリークやハンドリング時の吸着不足によるウェハ落下の原因となる為、工程を一つ踏むごとに反りの有無を測定し、検査することが工程内での不良や事故を防止する上で、大切であると言えます。
2.ウェハの反り測定をしなければならない理由

ウェハの反りは、機械的応力が要因となり発生すると御伝えをしましたが、この機械的応力の原因は、ウェハの製造プロセスにおいて発生する熱応力の違いによるものです。このウェハの反りは、ウェハの製造プロセスにおいて非常に問題となります。では、この反りがどのような事態(不良)を招くのか?というと、この応力が成膜された膜強度を上回ると
・膜のクラック(裂け)
・膜の剥がれと歪み
・ボイド(膨らみ)
・硬化した突起
等の不具合が発生してしまいます。このまま、次工程に移行してしまうとウェハの不良の原因となります。例えば、露光工程において焦点のずれが起こり、歩留まりの低下に繋がってしまいます。
3.ウェハの反り測定方法
ウェハの反りを測定する方法は色々ありますが、今回は、静電容量式センサと光干渉式センサを用いて測定する方法を紹介します。
1つの目の静電容量方式による測定は、ウェハとプローブ(測定子)間に電位を与え,ウェハとの距離の変化に応じた静電容量の変化を検出し、測定を行う方式です。静電容量方式による測定は、ウェハとプローブ間の距離 d は静電容量 C と出力電圧 V から次式で求められます。
測定原理としては、ウェハの
d = εA/C=εApκf・V/Ip
用語定義
C:静電容量,ε:誘電率,Ap:プローブ面積,d:距離 κ:2π(定数)
V:出力電圧,f:搬送周波数,Ip:プローブ電流(一定)
上記の公式は誘電体がある場合のコンデンサに関する一般的公式から求められるものです。
※ 交流電源の際に用いるリアクタンスの考えを取り入れており、搬送周波数等の概念が
入っています。リアクタンスXc=1/ωC=1/2πfC
一方、2つ目の光干渉式の場合は、光の反射による干渉縞の状態からウェハの表面における反りを測定することができます。
具体的には、参照面及び測定ウェハ面に各々平行光線を当てると,各々の面からの反射光が互いに重ね合さることによって干渉が生じます。この測定方法では、参照面での反射光と、ウェハ面での反射光の光路差が、使用光源の1/2波長に相当するときに変化するとされており、この結果を用いて、光路差を用いて、ウェハの反りを測定することができます。
d=mλ/2
光路差d、光源の波長λ、m:整数
以上の様に一般的な測定原理には2つのパターンがあり、これらを用いて測定を行います。
4.ウェハの反り測定例
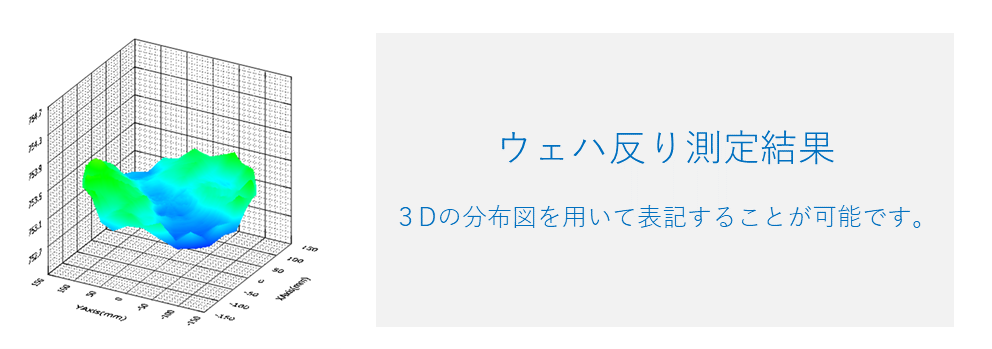
ウェハ検査装置・測定装置ラボ.comではウェハ検査・ 測定における自動機メーカーとして様々な装置の開発を行ってきました。こちらは、当社で行ったウェハの反り測定のデモ画像となります。
このように実際の測定結果を3Dのカラー分布図で表記し、お客様に分かりやすく、ご提示することが可能です。ウェハの素材や状態に応じた提案も可能となっています。
詳しくは下記装置事例をご覧ください。